智周的首条百利包软袋自动包装线于2014年投产,稳定运行至今已有十余年。如今智周将该产线升级迭代至第三代,应用于多家百利包软袋产品工厂。
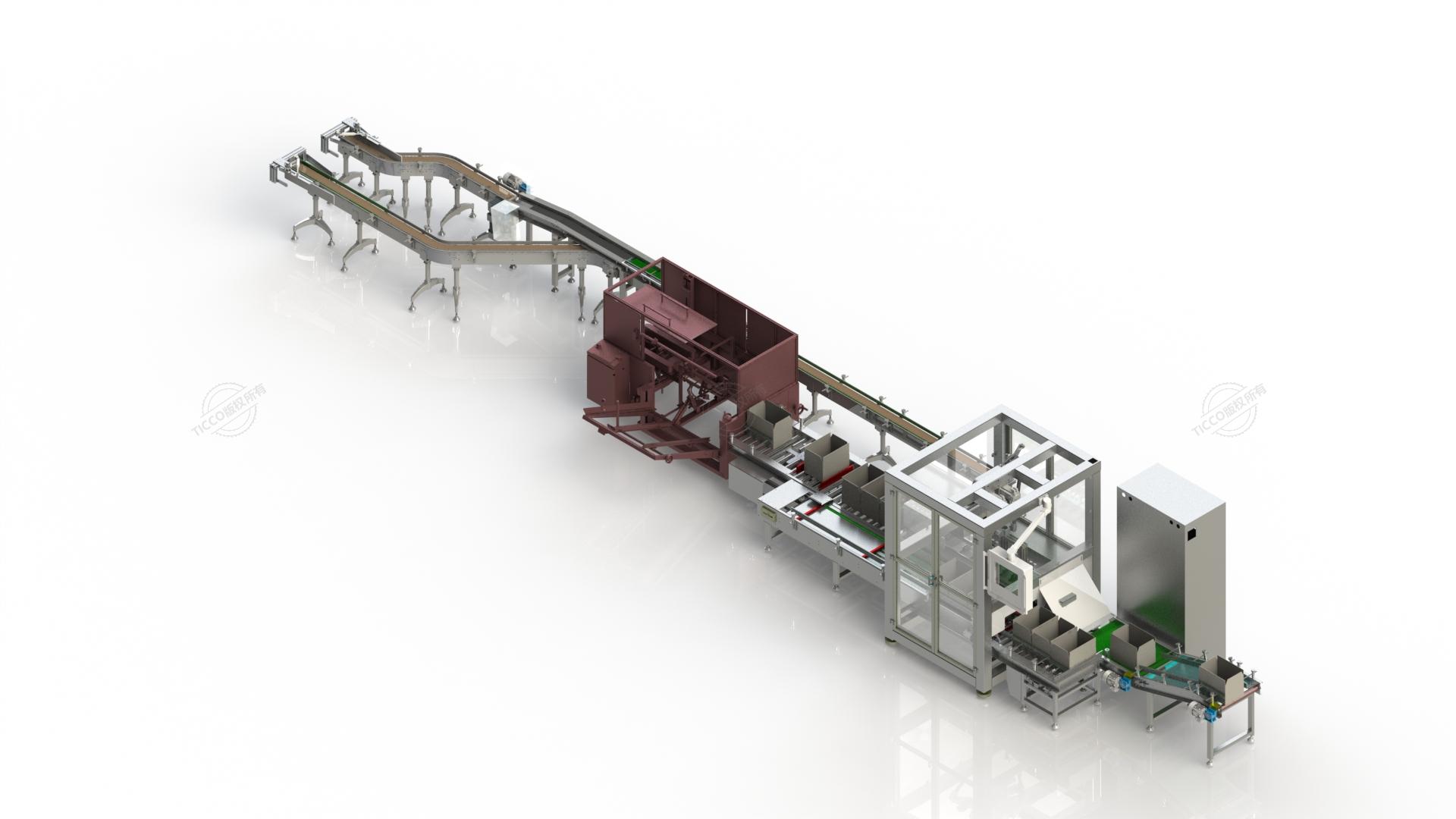
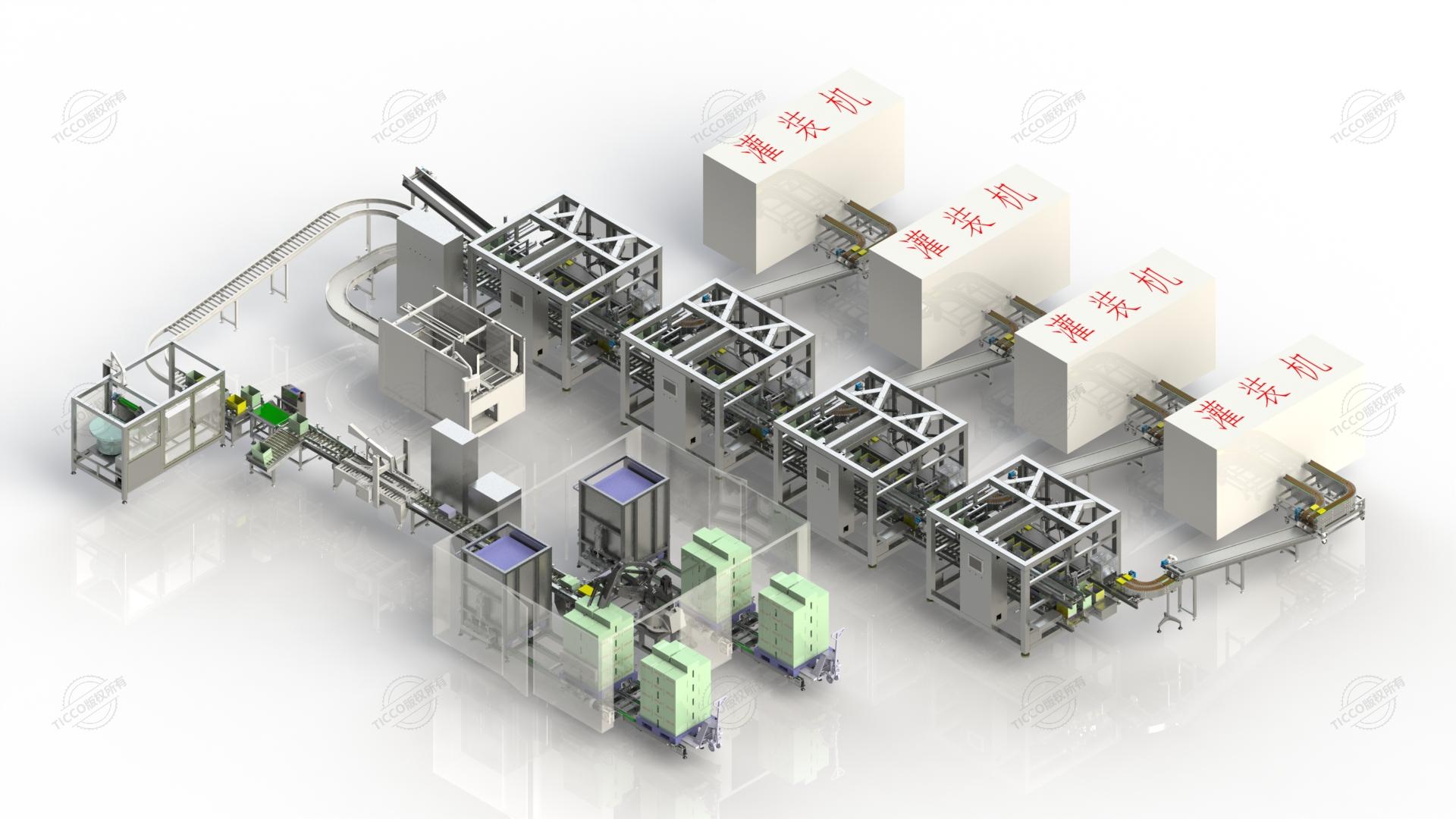
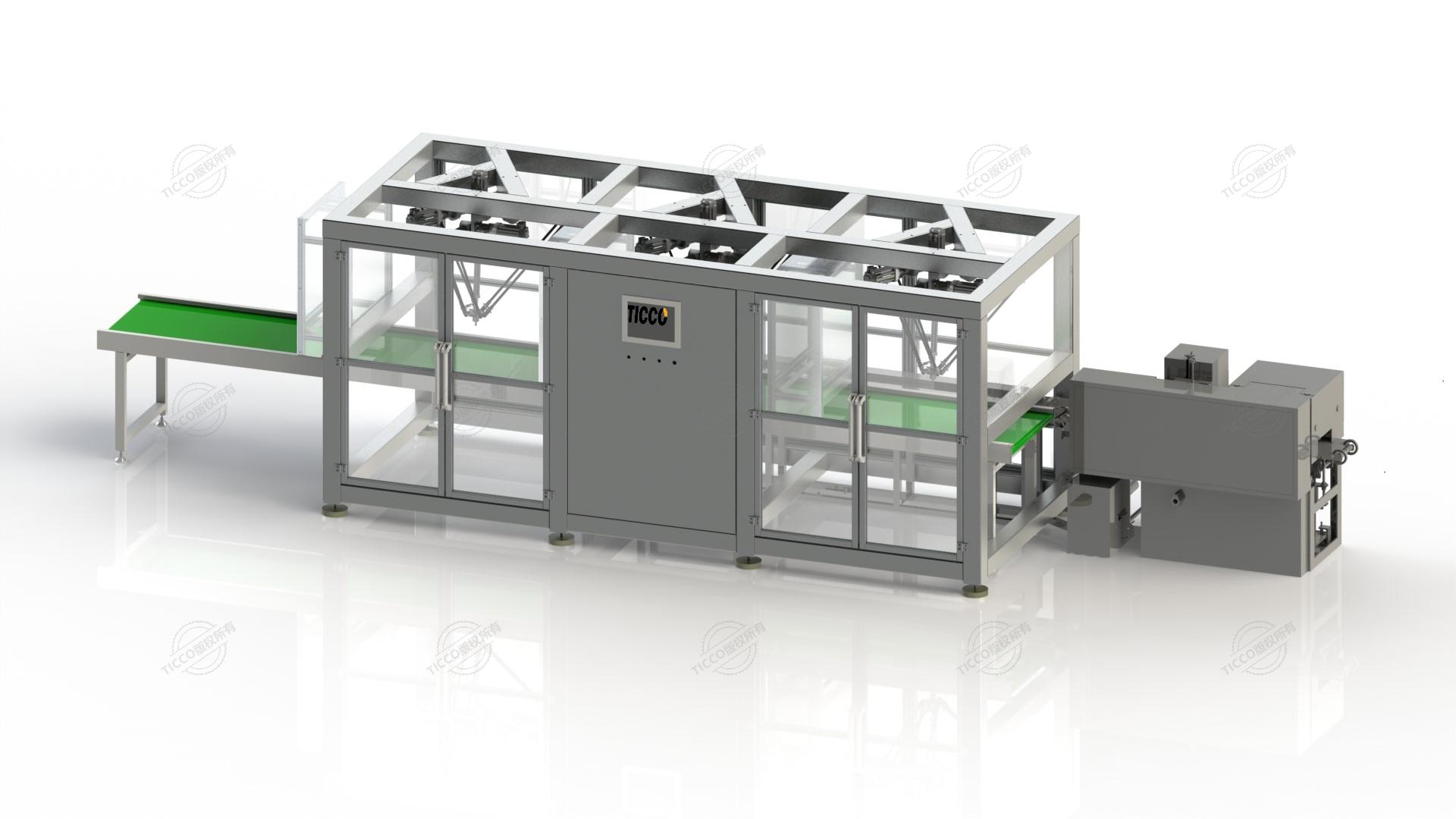
示例中的百利包软袋包装线对接在4条灌装线之后,整线由1台高速开箱机,4个双台并联机器人装箱单元,1台检重秤,1台吸管下料机,1台封箱机,1个自动拆托码垛系统,以及产品和纸箱输送系统组成。4条线可独立运行,即使前道灌装机发生故障时亦不影响整线运行。该生产线产能为32000包每小时,该产线投入使用后实现24小时生产,帮助客户减少人工成本的同时,还解决了旺季产能不足的痛点问题。




TICCO has launched the first automatic soft bag packaging line in2014 which has been performing steadily for the past decade. From 2019 till date, TICCO has improved technology and upgraded the line to the third generation and has successfully deployed at multiple soft bag product factories.
The packaging line shown in the figure is connected to four VFFS. The entire line is composed of one high-speed unpacking machine, four auto pick- packing units, one weighing scale, one straw loading machine, one sealing machine, one automatic palletizing system, and a products&cartons conveyor. Four lines can operate independently, even if the front filling machine malfunctions, it will not affect the overall operation of the whole line. The production line can process 32000 packs per hour. As soon as the line being put into operation, it works for 24-hour a day, helping customers reduce labor costs while also solving the pain point of insufficient production capacity during peak seasons.
该生产线根据产品烤炉的产能来设计由几台并联机器人完成将蛋糕放入枕式包装机的工作。产品从输送线上无序来料,产品经过视觉系统的识别定位,由数据库将产品的位置和数据信息发送并分配给多台并联机器人,控制多台并联机器人协作,将产线上的产品通过食品级软体夹爪跟踪抓取并跟踪放入枕式包装机中。

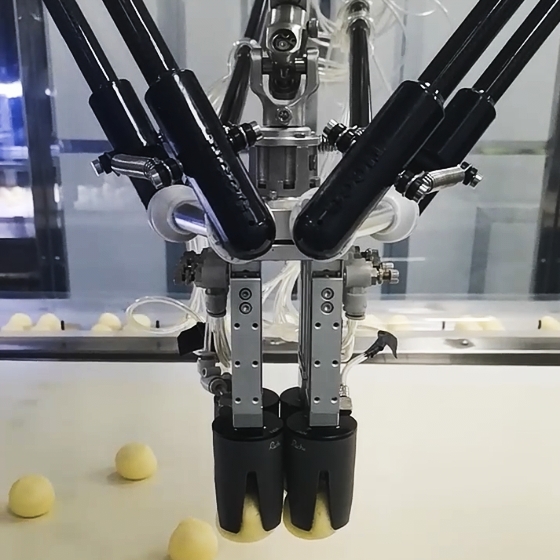

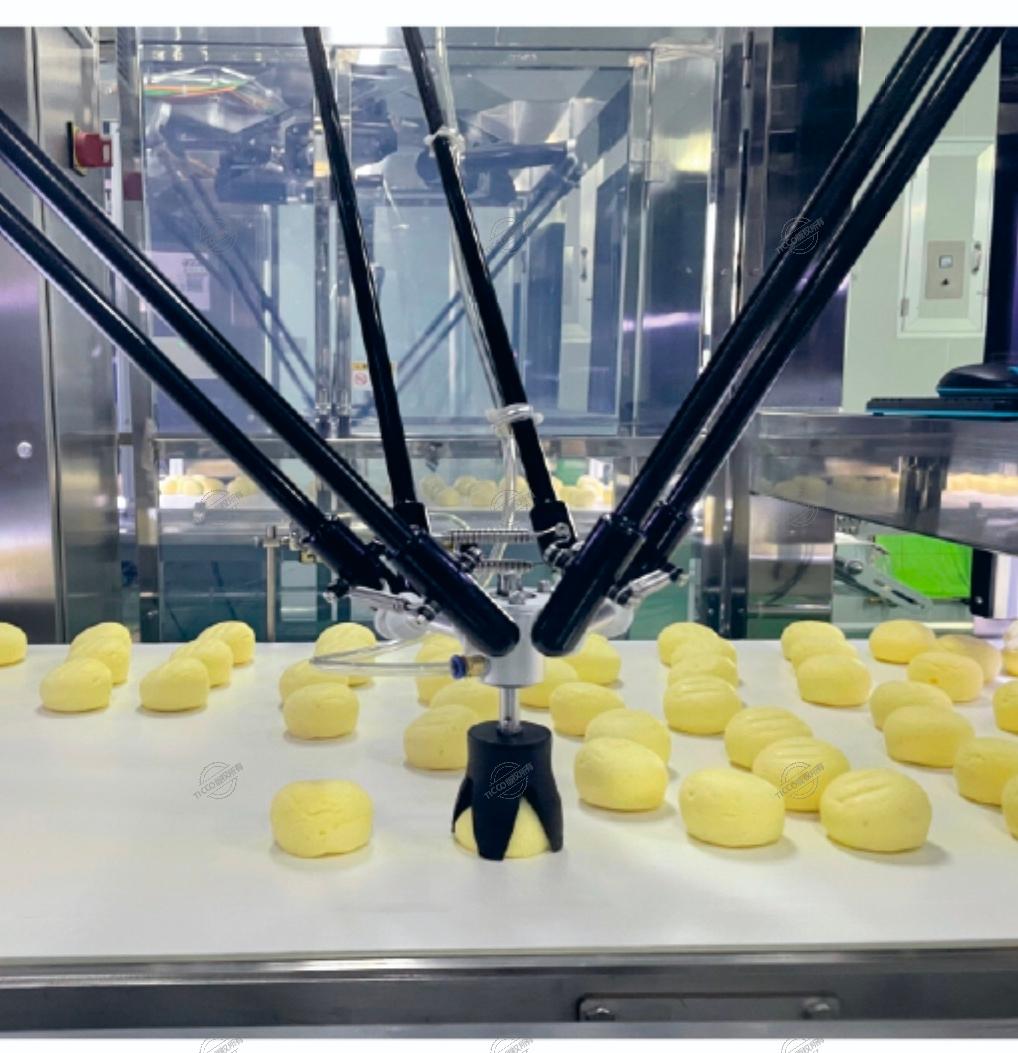
Based on the production capacity of the bakery oven, we design parallel robots according to actual demand to complete the task of loading the cakes into the flow-wrapper. The products come from the conveyor, and then being identified and located by the visual system into order. The database sends the position and data information to multiple parallel robots, controlling them to collaboratively track and grab the products by soft grippers, and finally loading the products into the flow wrapper.
该糖果包装线每分钟处理120个产品,产品从两台独立的灌装机传送至两条输送线,通过伺服控制使两条输送线上面的产品合并到一条输送线上,再用双伺服同步带给并联机械手供料,机械手每次抓取6包放入三个纸箱中,满箱后的纸箱经过自动称重检查重量是否合格,合格的纸箱再进入封箱机进行封箱。




The packaging line processes 120 products per minute. The line connects two filling machines which feed onto two conveyors. Products on the two conveyors are merged into one conveyor by servo control system which will feeed the products to parallel robot through high speed track. The parallel robot picks 6 products each time and places them into three cartons. After the cartons are filled, the cartons are weighed automatioally to check whether the weight is qualified or not. The qualified cartons are sealed by the sealing machine.